
Использование трубопрокатной продукции в начале XX в. в России

Использование железных труб
Как уже упоминалось, использование железных труб в начале XX в. нашло очень широкое применение, при этом основным потребителем данной продукции, как и сейчас, являлась нефтяная промышленность.
Развитие добычи и переработки нефти во многом способствовало совершенствованию производства труб, созданию новых видов продукции с улучшенными техническими свойствами. Трубы, используемые в нефтяной промышленности в это время, можно разделить на три больших товарных линии в зависимости от сферы применения: трубы для нефтепроводов, обсадные и бурильные трубы. И именно в зависимости от назначения каждого вида труб нефтяного сортамента, характеризующегося определенным уровнем производства, техническими особенностями и условиями эксплуатации, целесообразно исследовать применение трубной продукции в нефтяной отрасли.
Трубы для нефтепроводов
Начало применения трубопроводов для перекачки нефти в России связано с именем Д. И. Менделеева. В 1863 г. при посещении Сураханского завода он предложил использовать трубопровод для перекачки нефти с промыслов на завод. Менделеев расценивал применение трубопроводов для перекачки нефти и нефтепродуктов как первое условие процветания отечественной нефтяной промышленности1. В 1877 г. он писал: «Дорог у нас провоз на арбах от колодцев до заводов, да и от заводов до моря, но это расстояние всего верст 15, много 20, а потому здесь необходимо, и даже крайне, проложить трубы и по ним весть сырую нефть до морских судов или до заводов, расположенных на море. Лучше же всего грузить наливом сырую нефть в резервуары кораблей и барок. Тогда и в устьях Волги можно избежать хлопотливой и дорогой перегрузки. Из кораблей надо выкачивать нефть в трубы, провести их через Волжское устье и наливать в баржи»2.
Большинство инженеров и российских ученых были согласны с Д. И. Менделеевым. Так, профессор И. Тиме писал в 1885 г.: «Для перемещения жидких тел с механической точки зрения наиболее совершенным способом является трубопровод, как по своей простоте, так и по непрерывности действия. Полезное действие его высоко, потому что перемещению подвергается только полезный груз»3. Инженер М. А. Коншин писал в своей книге: «Пока на Кавказе мы не будем иметь трубопроводной сети для Баку и для Грозного, которая бы соединила наши нефтяные центры с портами Черного моря, Россия не в состоянии будет долго выдерживать серьезную борьбу с Северной Америкой в деле керосиновой торговли»4. Таким образом, наиболее передовые люди, инженеры и ученые ратовали за создание в России трубопроводного транспорта как наиболее быстрого и экономичного, отвечающего всем требованиями развития промышленности страны в условиях все более быстрого роста спроса и увеличения конкуренции со стороны иностранных поставщиков. Но для данного транспорта требовалось создание трубной промышленности, производящей трубы с особыми эксплуатационными характеристиками. И во многом благодаря развитию трубопроводного транспорта и в целом нефтяной промышленности отечественное трубное производство совершило настоящий рывок в своем развитии к концу XIX - началу XX в.
Трубы, используемые в первых трубопроводах, в среднем имели диаметр 75-150 мм, толщину стенки 7-8 мм и длину 4,9-6,1 метра5. Первый нефтепровод длиной 9 км и диаметром 76 мм был построен в 1878 г. от Балаханских промыслов до нефтеперерабатывающего завода в Черном городе6. Трубы для него были выписаны из Америки, поскольку по качеству, цене и быстрой доставке были вне конкуренции7. Уже в 1883 г. общая длина нефтепроводов в районе Баку достигала 96 км, а к 1895 г. 317 км8. К 1895 г. в окрестностях Баку существовало уже 26 нефтепроводов, построенных от нефтяных источников до морских пристаней и керосиновых заводов. Практически все эти нефтепроводы были построены из американских материалов и по американским образцам. Длина их колебалась от 8 до 14 верст, диаметр труб составлял от 3 до 6 дюймов9. Для обеспечения герметичности соединялись трубы между собой при помощи резьбовых муфт, для этого на концы трубы нарезалась коническая резьба треугольного профиля. Применяли также соединения труб на стальных фланцах10. Важным событием для всего трубопрокатного производства и нефтяной промышленности явилось начало строительства в 1897 г. первого магистрального керосинопровода Баку - Батуми, первый участок которого был введен в действие в 1900 г., а окончательно трубопровод был пущен в 1907 г.11 Трубопровод диаметром 200 мм шел вдоль Закавказской железной дороги и имел общую длину 853 км12. Первые трубы на участки строительства начали поступать в 1898 г., доставлялись они сначала железнодорожным транспортом, а потом на телегах развозились вдоль всего строительства. Трубы по решению правительства изготавливались на российских заводах: Мариупольском, Сосновицком и Екатеринославском13. Руководил процессом талантливый инженер Н. Л. Щукин, побывавший перед этим в США в целях знакомства с передовым опытом строительства нефтепроводов. Перед прокладкой трубы испытывались с рабочим давлением в 7,7-11,4 МПа, при том, что рабочее давление керосинопровода составляло около 4,0-5,4 МПа14. Не углубляясь в технические новшества трубопровода, скажем лишь о трубах, используемых при его возведении. Еще до строительства Щукин подготовил жесткую регламентацию качества труб и их типоразмеров. Так, наружный диаметр мог быть увеличен лишь на 1,5 %, внутренний - на 1 %, а овальность допускалась не более 2 мм15. Длина трубы составляла 5,33 м, ее внутренний диаметр - 204 мм, а толщина стенки - 8 мм. Внутренний диаметр был рассчитан из уравнения расхода, исходя из средней плотности керосина 820 кг/м3 и рекомендуемой скорости течения 1,5 м/с16. Толщина стенки была рассчитана по упрощенному методу при принятом рабочем давлении керосина 4,4-5,2, исходя из условий действия на нее радиальных сил при допустимом напряжении на растяжение металла 74,5 МПа17. По способу изготовления трубы являлись сварными со швом внакладку. Интересно, что антикоррозийной изоляцией служил свинцовый сурик на олифе, который обматывался джутовой тканью и вновь окрашивался суриком18. Все сооружения данного трубопровода были выполнены на высоком техническом уровне для своего времени, и сам трубопровод являлся одним из наиболее мощных в мире19.
После был построен еще ряд нефтепроводов, в результате чего общая их длина к 1914 г. достигла 1147 км20. В 1910-1911 гг. сооружаются следующие нефтепроводы: Туха (Майкоп) - Краснодар диаметром 190 и 250 мм, Доссор - Ракуша (120 км), Ракуша - Море (34 км), к 1914 г. завершено строительство нефтепровода Грозный - Петровск (Махачкала) длиной 162 км и диаметром 200 мм21. Также был сооружен ряд нефтепроводов местного значения, в результате чего общая длина всех нефтепроводов составила 1253 км22. Как правило, эти трубопроводы сооружались вручную из труб, которые соединялись резьбовыми муфтами23.
В начале XX в., несмотря на высокое развитие знаний о физике материалов, умение расчета напряжения от сжатия и удлинения трубы, внешнего и внутреннего давления, сопротивления изгибу и т. д., эти знания редко применялись при расчете толщины стенки трубы. Для каждого отдельного вида трубы чаще всего пользовались простыми, но проверенными опытом формулами24.
В рассматриваемый период толщина стенок железных труб для нефтепроводов в дюймах определялась по формуле 125:
Формула 1. Определение толщины стенок для нефтепроводов

На основании данной формулы составлена таблица 1 для получения теоретической толщины стенок железных труб без добавочной толщины С = 1/8 дюйма, не участвующей в сопротивлении давлению.
В таблице 1 показано, как в начале XX в. определялась толщина стенок труб в рационально построенных трубопроводах, когда толщина стенок труб уменьшалась с возрастанием их диаметра. Но при этом данное правило распространялось на трубопроводы, целью которых была только перекачка нефти, но не ее подъем. К тому же указание относительно толщины стенок не соответствовало практике строительства трубопроводов в начале XX в.
Таблица 1
Теоретическая толщина стенок железных труб26

Трубопрокатные заводы в начале XX в. обычно изготавливали трубы постоянного давления, толщина стенок которых возрастала с увеличением их диаметра. Лучшие американские заводы изготавливали для трубопроводов трубы высокого давления, где толщина стенок может быть выражена формулой 227:
Формула 2. Определение толщины стенок для труб высокого давления

Изготовление труб по таким нормам, где толщина стенок увеличивалась пропорционально диаметру, скорее всего, было связано с внешней прочностью, условиями перевозки и укладки, а самое главное - для получения соответствующей резьбы на концах28. Но и тонкостенные трубы с постоянной толщиной также получили в начале XX в. широкое распространение. Подтверждает это продолжительный опыт конторы инженера А. В. Бари по отношению к нефтепроводам с трубами разной толщины. Данной конторой был введен особой сорт американских тонкостенных железных труб «Casing», имеющих постоянную толщину, не зависящую от диаметра, а именно около 5/32 дюйма для труб диаметром от 3 до 8 дюймов29. Из этих труб, имеющих тонкую резьбу по краям, было устроено несколько нефтепроводов, а также станции различных железных дорог и нефтяных перевозочных обществ. Как показала практика, при перекачке по ним горячих остатков, которые оказывали значительные негативные воздействия, трубы и муфтовые соединения прекрасно выдерживали давление и в течение длительного времени не обнаруживали каких-либо повреждений. Это еще раз подтверждало известный уже на рубеже XIX и XX вв. тезис, что устойчивость труб к высоким давлениям определяется, помимо качества железа, главным образом качеством сварки и нарезки концов трубы и муфт. Это во многом является и правилом нашего времени: качество труб (и их цена, соответственно) нефтяного сортамента, в особенности насосно-компрессорных труб, часто определяется качеством резьбы. Таким образом, можно сделать вывод, что на рубеже веков в практике строительства нефтепроводов использовались, как правило, трубы для постоянного давления с увеличением толщины стенки при возрастании их диаметра. Но весьма широкое распространение получили также относительно тонкостенные трубы постоянной толщины, что было связано с их большей рациональностью при строительстве нефтепроводов постоянного давления. При этом качество тонкостенных труб требовало особого качества сварки и резьбы. Именно качество сварки во многом определяет надежность трубы. Так, в Америке в начале XX в. трубопроводы работали при рабочем давлении в 250-300 пудов на квадратный дюйм, в российских же нефтепроводах напряжение материала стенок не превышала 200 пудов30. А газовые трубы, имеющие значительную толщину стенки, часто не выдерживали давление и в 100 пудов, разрываясь по шву. Таким образом, заказы на трубы обуславливались давлением, которому должны были подвергаться трубы. И на заводах, соответственно, под контролем правительственной комиссии этому вопросу уделялось особое внимание. В России в начале XX в. была принята американская практика испытания труб давлением, вдвое превышающем рабочее давление, а при укладке трубопровода - испытание давлением, превышающем рабочее в 1,5 раза31. Кроме того, на рубеже веков особое внимание уделялось конструкции муфты, которая соединяла трубы, и форме ее нарезки. Для большей герметичности соединения первоначально американские, а затем и европейские, и российские трубные заводы стали придавать муфтам при нарезке слабую конусность. А так как при возникающем в трубопроводе давлении муфты получали значительно большее давление, чем трубы, то на практике, принятой в США, их делали в 2 раза толще относительно стенок труб32.
Одним из важнейших вопросов при строительстве нефтепроводов в отношении трубной продукции, помимо толщины стенок и диаметра трубы, был вопрос о зависимости стоимости перекачки нефти и диаметра трубы. Данная зависимость напрямую рассматривалась для труб постоянной - и для перемены толщины стенки, и для разного давления. Как было рассчитано Шуховым, для труб диаметром больше 12 дюймов стоимость перекачки убывает с возрастанием диаметра. Но данное правило действует только при прочих равных условиях производства трубы, ее транспортировки и укладки. На практике же при увеличении диаметра трубы свыше 12 дюймов возрастает трудоемкость процесса сварки трубы при толщине стенки в 3/1б дюйма, также увеличивается вероятность смятия трубы при увеличении нагрузки во время нарезания резьбы, при укладке их, от давления грунта и т. д. Все это связано с тем, что при увеличении диаметра трубы резко увеличивается толщина стенки. Так что при сравнении стоимости транспортировки с учетом всех параметров на практике находили более выгодным укладывать 2-3 ряда тонкостенных труб меньшего диаметра33.
Обсадные трубы
В начале XX в. крепление скважин осуществлялось преимущественно тремя видами обсадных труб: железными клепаными трубами, потайными трубами и свинчивающимися трубами34. Данные виды труб получили свое название по способу крепления в обсадную колонну. Причем выделение подобных названий в товарной номенклатуре трубной продукции начала XX в. достаточно условно. Это связано с тем, что потайные и клепаные трубы изготавливались чаще всего непосредственно на нефтяных промыслах. Их изготовление определялось необходимостью и носило больше стихийный характер, потому выделить среди них четкие границы типоразмеров, толщину стенок и диаметры достаточно сложно. Это все зависело от типа скважины, ее глубины, характера породы и многими другими факторами. И в целях стандартизации были только определены рекомендуемые размеры, число заклепок и другие параметры подобных труб, определяющие целесообразность и эффективность их применения. Только свинчивающиеся трубы изготавливались трубными заводами и были подвержены некоторой стандартизации. Хотя еще с конца XIX в. велись разработки новых конструкций обсадных труб, они не получили широкого распространения, несмотря на то что обладали явно лучшими характеристиками. Связано это было с бюрократическими проволочками и нежеланием внесения изменений в обсадные конструкции, пока рентабельность действующих конструкций была достаточно высокой. При этом эффективность их применения определялась прежде всего простотой конструкции с невысокой стоимостью, зависящей от толщины стенки и числа заклепок или качества свинчивающихся конструкций, а также герметичностью и прочностью на разрыв и изгиб. При этом в каждом конкретном случае применения обсадных труб в начале XX в. приходилось жертвовать каким-либо свойством, т. к. использующиеся трубы были далеко не совершенны.
Потайные трубы, получившие свое название по способу крепления, использовались, если в устойчивых породах встречались рыхлые породы, которые могли осыпаться и которые нужно было укрепить. Эти трубы опускались в скважину на особых инструментах разнообразного типа и вколачивались в породу так, чтобы они прикрывали стенки скважины футов на 6 ниже и выше обваливающихся пластов. При спуске труб скважину под их башмаком не расширяли, а углубляли далее диаметром, который допускал внутренний диаметр спущенных труб35.
Железные клепаные трубы имели самую простую конструкцию. В Бакинском районе в начале XX в. для крепления скважин применялись преимущественно клепаные трубы, с продольными швами с одним или двумя рядами заклепок, которые часто изготавливались непосредственно на самом промысле36. Кроме того, часто употреблялись смешанные колонны: нижнюю часть колонны изготавливали из железа толщиной 5/16 дюйма, а верхнюю 1/4 дюйма. Длина отдельной трубы обычно составляла 2 аршина, трубы склепывались между собой из 2, 3 и 4 частей, составляя колена таким образом, что конец одной входил в муфту другой. Муфты делали такой же толщины, что и сами трубы, высота муфты от 9 до 12 дюймов, с преобладанием последней37. Колена клепаных труб обычно длиной 2 аршина изготавливались из листов котельного железа 3/16 и 5/16 дюйма и соединялись между собой муфтами также из котельного железа38.
Герметичность шва определялась расстоянием между заклепками, которое должно было составлять 2,5 диаметра заклепки (или примерно 1,5 дюйма). При более же частом применении заклепок герметичность шва увеличивалась, но терялась прочность трубы39.
Перед применением заклепок трубы подвергались еще обточке на торцах и подготовке листа к оттягиванию кромок («ласка»). Обточкой достигалось сближение торцовых кромок смежных труб при склепке их в колонну. Оттягивание «ласки» имело целью достижение водонепроницаемости труб, а также придание им более правильной формы и большой прочности40.
Разница между одношовной и двушовной клепаной трубой заключалась в том, что для изготовления последней ширина железного листа бралась больше, чем для одношовной, на такую величину, чтобы можно было поместить второй ряд заклепок в шахматном порядке. Данная величина была постоянной для всех труб и составляла 1,25 дюйма. Это удорожало стоимость трубы, т. к. увеличивался вес трубы (например для трубы в 2 аршина на 6 фунтов). Когда труба была склепана по продольному шву, к ней на один из концов приклепывалась муфта, которая насаживалась на трубу с наружной стороны на половину ее высоты. Именно в таком виде обсадные клепаные трубы и сращивались в колонну41.
На нефтяных промыслах иногда также применялись так называемые двойные обсадные трубы, являющиеся разновидностью клепаных труб. Назначением таких труб было придание обсадной колонне особой прочности за счет увеличения толщины стенок. Их устройство представляло следующее: колена подобных труб составлялись из двух частей - наружной и внутренней - таким образом, что внутренняя труба с одного конца выступала настолько, что ее можно было склепать с наружной трубой следующего колена. Обычно выступ внутренней трубы составлял не менее 16 дюймов42. На изгиб прочность таких конструкций была очевидна, хотя при прочности на разрыв она ничем не превосходила обычные трубы. Одним из вариантов двойных труб было изменение положения внутренней трубы относительно наружной на 0,5 высоты, в результате чего появлялась очень солидная конструкция. Но при подобных операциях встречался ряд трудностей, которые в совокупности с дороговизной подобных конструкций и их относительной эффективностью (в основном на изгиб) способствовали крайне редкому использованию подобных конструкций.
Муфта приклепывалась к трубе обычно 3 рядами заклепок в шахматном порядке, а при больших диаметрах - 2 рядами. Имевшая место практика на Бакинских промыслах делать на каждом ряду число заклепок равным диаметру в дюймах не оправдала себя, т. к. часто разрыв таких клепаных труб происходил, как правило, за счет срезания заклепок или даже их выдергивания из отверстий. А для того чтобы этого не происходило, Глушков, известный специалист в области строительства скважин, советовал употреблять количество заклепок, представленное в таблице 2:
Таблица 2
Рекомендуемое количество заклепок при прикреплении муфт к обсадным трубам43
При относительно простой конструкции и возможности изготовления их непосредственно на промыслах клепаные обсадные трубы имели очень существенный недостаток - они были достаточно негерметичны, что отражалось на продуктивности и стоимости эксплуатации скважины. Недостаточная герметичность данных труб обуславливалась частым выпадением заклепок, отставанием кромок тела трубы от муфты и загибом этих кромок внутрь44. Заменой клепаных труб были трубы свинчивающиеся, не имеющие подобного недостатка. Подобные трубы пришли из Америки, где имели исключительное использование, а в России главным образом использовались в Грозненском районе. Ограниченное их использование определялось прежде всего чрезмерной дороговизной и ограниченным размером внешнего диаметра трубы. Примерно с конца 10-х годов XX в. свинчивающиеся трубы стали использоваться и в Бакинском районе, где применялся особый тип свинчивающихся труб - с муфтами, которые применялись для колонн конечного диаметра в целях тампонажа.
Крепление скважин свинчивающимися трубами имело более сложный характер, нежели клепаными. Свинчивающиеся трубы изготавливались трубными заводами способом сварки внахлест. Длина отдельных таких труб составляла от 10 до 22 футов, а толщина стенок в зависимости от диаметра и требуемой прочности - от 4 до 8 мм. По способу изготовления свинчивающиеся трубы различали двух родов: газовые и сваренные внахлест или просто сваренные. Стенки первых были сведены встык, стенки вторых заходили друг на друга45. Концы свинчивающихся труб обтачивались на токарном станке, благодаря чему колонна труб делалась совершенно прямой. Основным поставщиком свинчивающихся труб на Бакинских промыслах являлось Никополь-Мариупольское общество.
В 1894 г. С. Г. Войслав при исследовании причин поступления воды в скважину разработал свой способ винтовой нарезки концов труб, менее ослабляющий их стенки и дающий вполне надежное соединение. Он предложил соединять штанги посредством муфт с винтовой нарезкой, которая благодаря постепенному уменьшению толщины нитки до нуля вовсе не ослабляет сечение нарезаемого предмета и дает полную возможность соединять части пустотелой штанги муфтою без ослабления ее сечения46.
На рубеже XIX и XX вв. различали три вида свинчивающихся труб:
1) трубы, которые будучи свинченными, имели ровную внутреннюю поверхность. Данные трубы представляли собой или копию с газовых труб, т. е. соединялись муфтами, или же имели на одном конце раструб, несущий на внутренней поверхности винтовую нарезку и служащий муфтою;
2) трубы, имеющие ровную внешнюю поверхность. Эти трубы имели суженный конец, чтобы можно было его ввернуть в другую трубу, или же имели оба конца обточенные, для навертывания на них муфты;
3) трубы, имеющие ровную внутреннюю и внешнюю поверхности. Эти трубы имели стенки вдвое толще обыкновенных, иначе места креплений выходили слабыми47.
Но широкое использование свинчивающихся обсадных труб для крепления буровых скважин, дающих весьма благоприятные результаты в борьбе с водою, ограничивалось их дороговизной, особенно ощутимой при больших диаметрах и глубинах скважин, зависящей с одной стороны, от самой фабрикации сварных труб, а с другой - от технических требований48. В результате толщина стенок таких свинчивающихся обсадных труб была обыкновенно больше, чем клепаных, что также увеличивало их стоимость. Эти особенности сварных труб заставили членов технической комиссии Съезда нефтепромышленников искать компромисс между свинчивающимися сварными и клепаными трубами, стараясь исключить недостатки как тех, так и других труб. В результате внимание было обращено на возможность замены сварных труб с винтовой нарезкой на сварные трубы с приклепанными к трубам муфтами. Хотя подобные трубы по своей герметичности несколько уступали сварным трубам с винтовой нарезкой, но, тем не менее, обладали достаточно высокими эксплуатационными свойствами. В силу того, что новый вид труб нельзя было изготовлять непосредственно на промыслах, подобно клепаным, было принято решение провести переговоры с Никополь-Мариупольским заводом об организации производства данного вида труб там. В результате переговоров в 1908 г. было принято решение начать производство сварных труб с приклепанными муфтами на Никополь-Мариупольском заводе по установленному единому шаблону с утвержденным единым количеством заклепок на трубе и муфтах. При этом данное производство должно было соответствовать последним достижениям техники и требованиям нефтяной промышленности - например, сверление отверстий должно было осуществляться многошпиндельными станками через стальной шаблон49. В результате были установлены стандартные параметры сварных труб с приклепанными муфтами, представленные в таблицах 3 и 4.
Таблица 3
Параметры сварных труб с приклепанными трубами50

Расстояния между рядами заклепок на муфте были приняты следующие: от кромки до ближайшего ряда 1 1/4 дюйма, между первым и вторым рядом 1 7/8 дюйма, между последующими 1 1/8 и 2 дюйма52. Таким образом, был выработан новый тип обсадных труб, который по своим эксплуатационным свойствам значительно превосходил предшествующие. При этом производство сварных обсадных труб в России вступило в новую фазу своего развития, т. к. кустарное производство обсадных клепаных труб, широко использующееся до этого времени, стало постепенно уступать лидирующее положение заводскому производству.
Таблица 4
Количество заклепок в сварных трубах с приклепанными муфтами51
Новые конструкции обсадных труб были связаны целиком с именем Н. Соколовского, известного своими трудами в области бурения и нефтяного дела. Следует сказать, что применяющиеся конструкции обсадных труб с начала первых нефтяных скважин в Баку были крайне неэффективны с точки зрения использования материала. В силу постепенного истощения верхних нефтяных слоев глубина скважин возрастала, в результате чего количество обвалов увеличивалось. Для их предотвращения активно использовались обсадные трубы так называемой телескопной системы, когда один конец труб имел достаточно большой радиус с постепенным уменьшением к маленьком радиусу на другом конце трубы. Для предупреждения обвалов стенок скважины вниз спускали стальную обсадную колонну, которая под влиянием собственного веса или при приложении задавливающей силы непрерывно спускалась вниз по стволу скважины по мере ее углубления. Когда обсадную трубу прихватывала порода и продвижение ее вниз прекращалось, в скважину спускали новую обсадную колонну меньшего диаметра и т. д. Поскольку порода прихватывала обсадные колонны часто, в законченной бурением скважине оказывалось до двух десятков обсадных колонн, что приводило к огромным затратам металла на крепление53. Так, скважины глубиной 300 саженей (639 м) начинали трубами диаметром 36 дюймов (91,3 см), а заканчивали 12-16-дюймовыми (30,6-60,6 см). Вот почему для крепления одной такой скважины требовалось около 4 верст (4,26 км) обсадных труб, а их общий вес достигал более 25 тыс. пудов (4090 т)54. При креплении скважины 12-14 колоннами с большим начальным диаметром труб (начиная с 42м) расходовалось огромное количество металла - свыше 0,5 т на каждый метр проходки55. Еще в 1910 г. крупнейшая нефтяная фирма бр. Нобель бурила скважины так, как это описано в одном архивном документе: «Начали бурить 30м трубами, но без направления в шахте, вследствие чего скважина сейчас же искривилась и пришлось начать снова... За 10 дней пробурили 119 футов; по остановке 27 м труб продолжали бурение без труб с 6 по 24 августа и за это время пробурили 292 фута, т. е. средняя скорость бурения без труб - 15,4 фута в сутки. После этого спускали 24м трубы и с 30 августа продолжали бурение каждый день, опуская трубы... Скорость за 15 дней в среднем составляла 11 футов в сутки»56. Поняв бесперспективность подобной конструкции, Соколовский взялся за создание принципиально новой трубы. Не углубляясь в процесс создания и технических характеристик «активной колонны обсадных труб» Соколовского, скажем лишь, что в 1908 г. под его руководством на Днепровском заводе Южнорусского металлургического общества была выпущена первая опытная партия обсадных труб новой конструкции. Сначала была проведена прокатка стального листа с сопротивлением на разрыв 70 кг/ мм2 и толщиной 5 мм, а затем его изгиб в холодном состоянии на трубной вальцовке в трубу 14 дюймов. Таким образом, была доказана возможность изготовления гладких стальных труб не из отдельных клепок, а из цельных листов с фасонными вырезами для ступенчатого соединения57. Новая система обсадных труб Н. Соколовского являлась двустенной, стенки склепывались герметично в холодном состоянии пистонными заклепками, а трубы соединялись между собой ступенчато под углом к их оси, причем трубы получались гладкими, как снаружи, так и внутри, с потерей в соединениях, в зависимости от числа уступов, 10-12,5 % их сопротивления. Герметичность труб, заклепок, шурупов и уплотненных швов проверялась при внешнем давлении воды до 60 атмосфер, а прочность соединений на шурупах - давлением по оси более 500 тонн под гидравлическим прессом58. В результате теоретических наработок и последующих практических испытаний был создан новый тип обсадных труб и составлен проект крепления нефтяных скважин обсадными трубами. Таким образом, новая система обсадных труб в совокупности со способами крепления в обсадную колонну представляла серьезный шаг в развитии труб нефтегазового сортамента. Именно данные системы обсадных труб можно считать по своим техническим параметрам предшественниками современной обсадной трубы. Но несмотря на все преимущества, данный вид крепления обсадных труб практически не нашел применения по ряду причин, главными их которых были бюрократические, а также противодействие трубных и металлургических заводов, которым было выгодно использование большого количества металла.
Но, несмотря на отсутствие спроса на трубы системы Соколовского, расход обсадных труб значительно сократился при замене ударного способа бурения на вращательный (или роторный)59.
Таким образом, можно сделать вывод, что применяющиеся в начале XX в. обсадные трубы имели совершенно разные конструкции и их тип постоянно менялся в зависимости от требования буровых скважин. В таблице 5 представлены основные виды обсадных труб, сформировавшиеся к 1914 г., а также их средняя цена и такой важнейший параметр, как сопротивление разрыву.
Таблица 5
Виды обсадных труб в начале XX в., цена труб и сопротивление их разрыву60
Как видно из таблицы, цена труб и их технические характеристики (сопротивление разрыву, способ производства, наличие герметичности) были, как правило, прямо пропорциональны: чем выше цена, тем выше технические параметры.
Таким образом, в начале XX в. в качестве обсадных труб применялись как клепаные трубы кустарного производства, так и бесшовные и сварные трубы разной толщины стенки и разных типов соединения. Соответственно, можно сделать вывод, что в рассматриваемое время не существовало единого способа производства и крепления обсадных труб. Это, с одной стороны, усложняло процесс крепления нефтяных скважин, а с другой - давало возможность выбора от самых простых труб до труб с высокими характеристиками. Такая ситуация была возможна благодаря относительно простой системе добычи нефти при неглубоких скважинах. Но по мере истощения нефти в верхних слоях почвы, нефтяные скважины углублялись, усложнялась их конструкция и, соответственно, требования к трубам, используемым при их креплении, повышались.
Бурильные трубы
Помимо нефтепроводного транспорта и обсадных труб, важным элементом развития трубного производства России, связанного с нефтяным комплексом, является появление бурильных труб для нефтедобычи, а также труб для переработки нефти. Данные виды труб фактически не встречаются в источниках, т. к. в рассматриваемый период времени они не выявляются как самостоятельные товарные линии. Их можно также выделить по способу использования в нефтяной промышленности, исходя из современного понимания товарных линий, характеристики которых близки данным видам. В качестве бурильных труб в начале XX в. использовались обычные трубы без каких-либо дополнительных характеристик. Единственным их отличием был способ соединения между собой, который требовал особой прочности. В начале XX в. появился новый вращательный способ бурения, вытеснивший применяемый ранее ударный способ. Вращательный способ бурения имеет принципиально новую основу: горные породы разрушаются долотом непрерывно, а вынос разрушенной породы происходит одновременно с ее разрушением. При вращательном (роторном) бурении вращение колонны полых бурильных труб, к нижнему концу которых присоединено долото, осуществлялось специальным механизмом - ротором, установленным на поверхности61. Первые бурильные трубы изготовлялись из низкоуглеродистой стали и соединялись между собой с помощью мелкой резьбы. Эта резьба плохо сопротивлялась постоянному свинчиванию и завинчиванию, и соответственно требовалась частая замена труб. При этом свертывание и развертывание бурильных труб производились обычно цепными ключами вручную62. В 1910 г. были созданы первые бурильные трубы с бурильными замками с конической упорной крупной резьбой, которые соединялись с трубой через коническую треугольную мелкую резьбу, что значительно увеличило срок эксплуатации труб. При этом даже в таких технически более развитых странах, как США, бурильные трубы с внутренней высадкой появились лишь после 1910 г., только тогда появилось и четырехлопастное долото. Практика бурения скважин с перфорированной трубой внизу бурильной колонны была введена только в 1910 г.63 А в 1914 г. бурильные трубы стали выпускать из стали с более высоким содержанием углерода, что способствовало увеличению их прочности. Новые витки улучшения качественных характеристик бурильных труб относятся уже к послереволюционному времени.
Помимо транспортировки и добычи нефти, трубы использовались и в газовой промышленности. В 1901 г. Кокорев на территории своего завода, расположенного в Сураханах, заложил первую буровую с целью получения из нее газа для отопления завода. В 1902 г. с глубины 207 м он получил газ. Успешно пробуренная Кокоревым газовая скважина в Сураханах привлекла сюда и других нефтепромышленников. С целью получения газа здесь начинают закладывать скважины фирмы бр. Нобель, Бенкендорфа, Мирзоева, Кубано-Черноморское общество, Ассадулаев и др. Сураханский район быстро получил славу крупного газового месторождения, откуда газ по трубам транспортировался в другие районы бакинских промыслов64. Также железные трубы использовались для транспортировки газа и во многих других крупных городах. Так, например, в Казани газ распределялся по городу по трубам диаметром 15 дюймов. Таких труб в то время (1874) в Казани было проложено 47 верст65.
Таким образом, можно сделать вывод, что в начале XX в. трубы, используемые в нефтяной промышленности, несмотря на отсутствие единых требований к производству и техническим параметрам, постоянно совершенствовались. Особенно это касалось обсадных труб, которые в течение двух десятков лет претерпели существенные изменения в своем производстве от кустарных клепаных труб до бесшовных труб с винтовой нарезкой. Трубы для нефтепроводов, имевшие первоначально высокие технические параметры, изменились намного меньше. Но их производство шагнуло далеко вперед, предоставляя широкие возможности для выпуска различных вариантов труб с разными диаметрами, толщиной стенок, соединениями и прочими параметрами. При этом потенциальный рынок для использования подобных труб был крайне обширным: ведь только около 6 % добываемой в Бакинском районе нефти перекачивалось по нефтепроводам66, а в Грозненском районе данный показатель составлял 10 %67. А это, в совокупности с выгодными условиями эксплуатации нефтепроводов, представляло потенциальный серьезный рост объемов производства труб нефтяного сортамента. Но, к сожалению, во время Первой мировой войны, революции 1917 г. и последующей Гражданской войны выпуск труб фактически был прекращен, и новый этап развития трубной отрасли начался только в середине 1920-х гг., когда советскому государству потребовалось большое количество энергоресурсов для своего развития.
Использование чугунных труб
Широкое использование чугунные трубы в России получили примерно с середины 50-х годов XIX в., когда началось активное строительство водопроводов. До 1867 г., с момента введения специального тарифа на чугунные трубы, когда их производство стало налаживаться на российских заводах, они ввозились из-за границы, в первую очередь из Англии. К концу XIX в. в России имелось уже несколько заводов по изготовлению данного вида продукции, выпускающих изделия весьма высокого качества. Некоторые из заводов ввели у себя уже и машинную формовку изделий68. К началу XX в. чугунные трубы составляли предмет массового производства, образующий особую отрасль чугунолитейного дела69.
Важную роль в формировании нормального метрического сортамента труб и их классификации играли Русские водопроводные съезды, которые регулярно освещали на своих собраниях проблемы производства чугунных труб. Одним из главных аргументов развития в России сети водопроводов, а значит и применения водопроводных труб из чугуна, являлась противопожарная безопасность российских городов. Так как для удешевления строительства водопроводов требовался четкий и регламентируемый для всех заводов стандарт производства труб, то на Русских водопроводных съездах данный вопрос неоднократно поднимался. Согласно определению V Русского водопроводного съезда, чугунные трубы «должны быть цилиндричны, гладки, чисты, без трещин, пузырей и т. п. недостатков и должны быть покрыты на заводе асфальтирующим составом хорошего качества»70. На этом же съезде были определены и основные метрические характеристики чугунных труб, которые представлены в таблице 6.
Таблица 6
Примерный сортамент чугунных труб по материалам V Русского водопроводного съезда71
Позже вопросы нормального метрического сортамента чугунных труб неоднократно поднимались на заседаниях Русских водопроводных съездов, в результате чего были сформированы основные требования и их метрические размеры. Но основные характеристики труб остались такими же, как принятые на V съезде. Так, в 1911 г. сортамент Общества Брянских заводов, одного из крупнейших в России производителя чугунных труб, был сформирован на основе решений о метрическом сортаменте чугунных труб именно V Русского водопроводного съезда. По данному сортаменту Общество Брянских заводов производило чугунные водопроводные трубы вертикальной отливки раструбом вниз, диаметром от 50 до 1200 мм, а также фасонные части к ним и устройства для водопроводов72. Также все поставляемые трубы, как отмечалось в документе, изготавливались из лучшего литейного чугуна по установленным V Водопроводным съездом размерам и весу. Отступления против нормального веса допускалось +/- 5 % для труб и +/- 15 % для фасонных частей. Также трубы по желанию заказчика могли быть изготовлены тонкостенными (легковесными) для более низкого давления с уменьшением толщины стенки до 20 %73. При этом наиболее употребительные диаметры чугунных труб колебались от диаметра в 25 мм при длине в 1,5 м до диаметра в 1 м при длине в 4 м74. Таким образом, сортамент чугунных труб в начале XX в. был достаточно широк, и отечественные производители покрывали основную его часть. С начала 90-х годов XIX в. чугунно-труболитейное производство в России было нормировано, и по своим качественным характеристикам к началу XX в. отечественные трубы превосходили заграничные трубы, которые еще недавно активно использовались при строительстве водопроводов75. Водопроводы крупнейших российских городов, требовавших труб очень больших диаметров (как, например, в Москве - 36 и 42 дюйма), комплектовались почти исключительно трубами российского производства76.
Чугунные трубы в начале XX в. активно использовались во многих отраслях промышленности. Особенно интенсивно в водопроводах и канализациях городов, которые очень активно строились в это время. По данным правительственного издания «Водоснабжение и способы удаления нечистот в городах России», которое вышло в 1912 г., водоснабжение в России было в 219 населенных пунктах, что составляло 20,3 % от общего их числа77. Наиболее подробно водопроводная система российских городов рассмотрена в труде «Водопроводы русских городов», где определены основные характеристики системы каждого города за 1909— 1910 гг. на основе специально подготовленных вопросников. Всего было разослано более 200 вопросников, но результаты от 8 городов не были получены78. Данные заполненных анкет и послужили основным материалом издания. Для анализа были использованы данные анкеты, а также список городов, не приславших описание водопроводов, но имеющихся в правительственном издании. По данным обобщенного списка в 1910 г. общая протяженность водопроводных сетей в России составляла 5 287,3 км79.
Все города на основе имеющихся данных целесообразно классифицировать по двум категориям: на основе числа жителей в каждом городе и на основе числа метров водопровода в расчете на одного жителя. Города по числу жителей целесообразно разделить на 6 групп, которые представлены в таблице 7. Наиболее многочисленна группа городов с населением от 20 до 50 тыс. человек (55 городов), самая маленькая - более 1 млн жителей (Москва и Санкт-Петербург). Интересно, что на долю Москвы и Санкт-Петербурга приходилось 25 % населения, имеющих водопроводное обеспечение и 22 % всех водопроводных сетей России, при этом и средняя обеспеченность жителя этих городов примерно равнялась средне российской (0,35 м на 1 человека против 0,39 м). И что особенно важно, обеспеченность 1 человека метрами водопровода наиболее значительна была в городах с населением менее 20 тыс. человек (0,59 м на 1 человека).
Таблица 7
Классификация водопроводной сети городов по числу жителей80
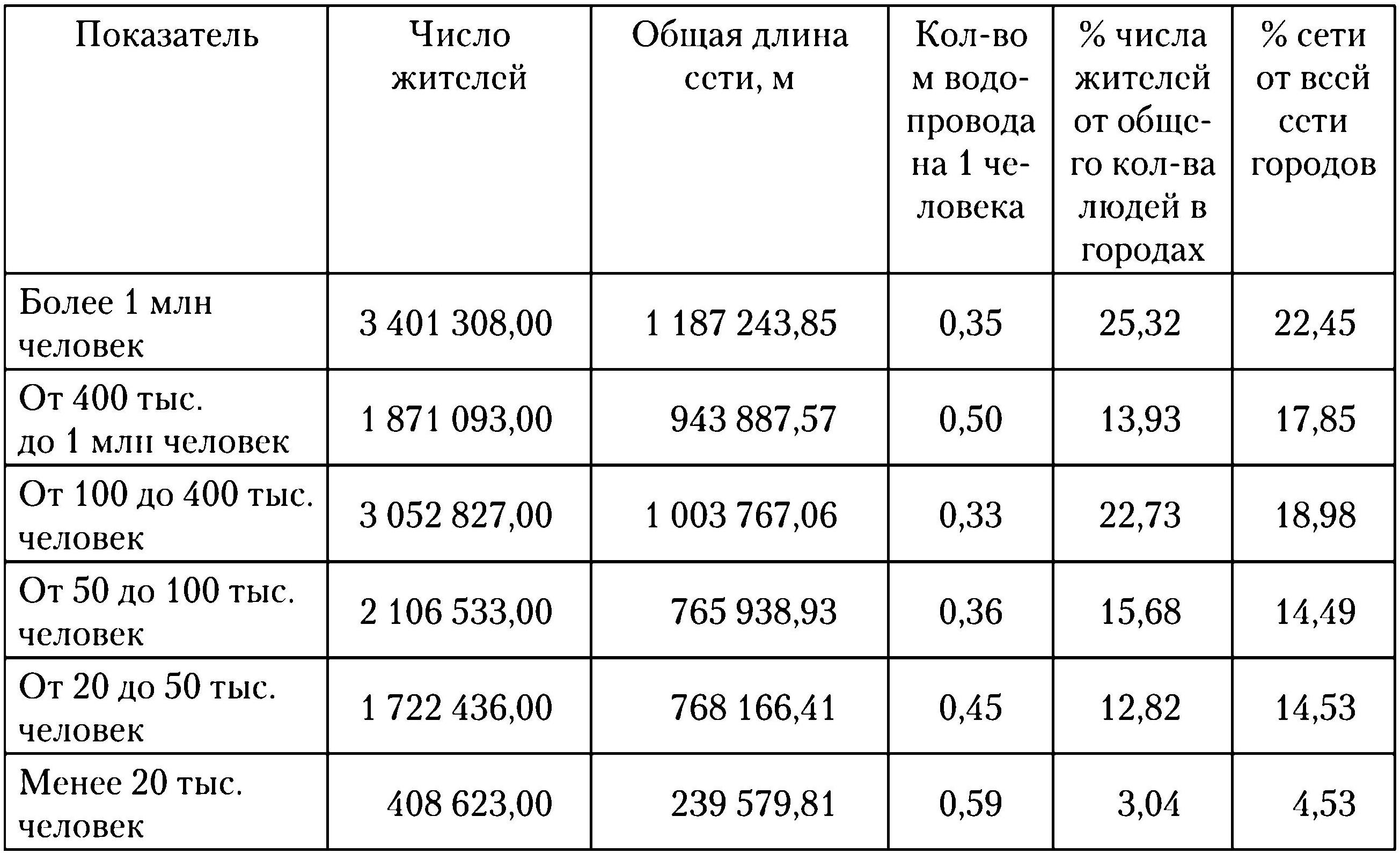
Примечание: В расчетах использована также и длина загородной сети.
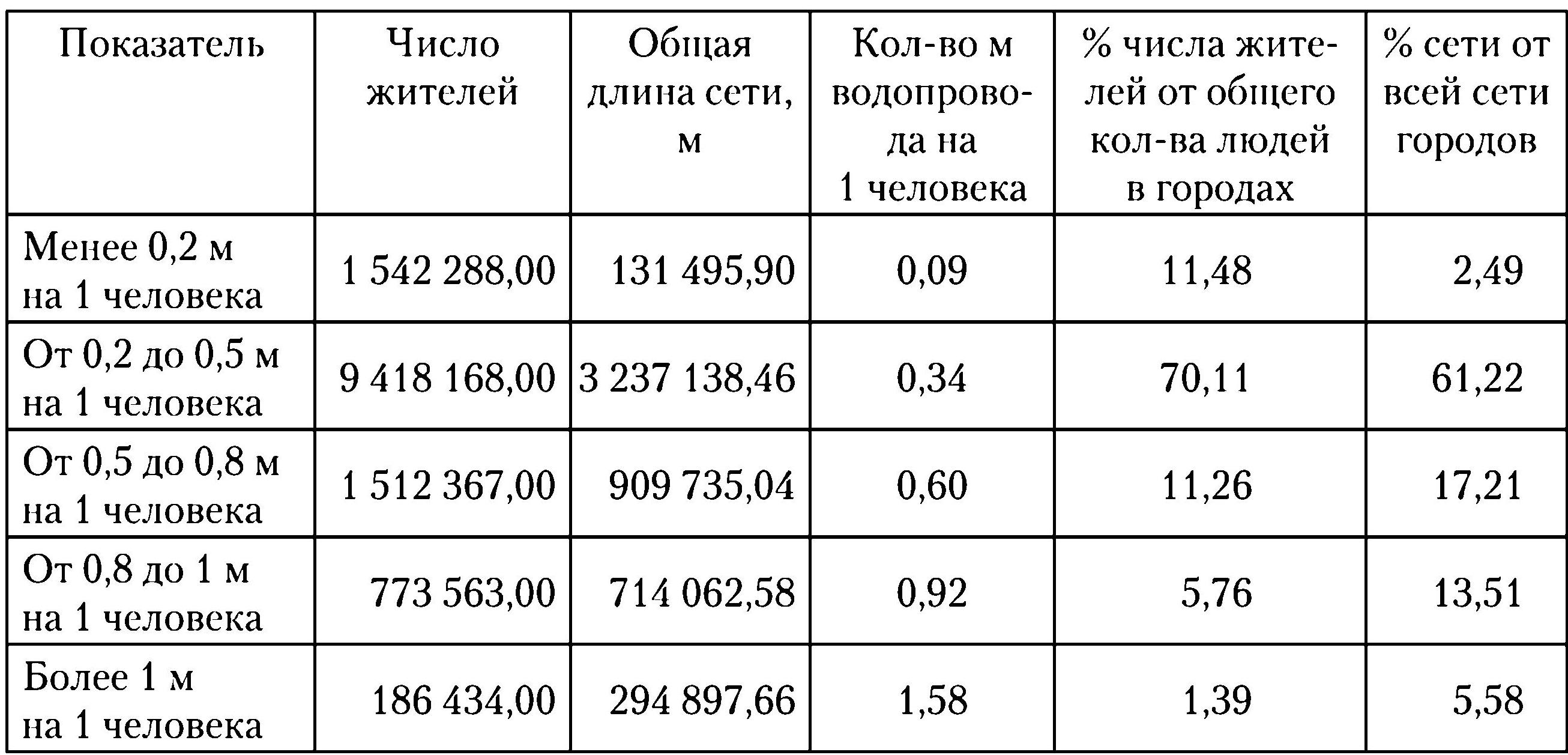
Средняя обеспеченность 1 жителя российского города равнялась 0,39 м водопровода. При этом существовала значительная дифференциация по этому показателю (таблица 8). На наибольшее число жителей (70 %) приходилось от 0,2 до 0,5 м обеспеченности водопроводом. В эту же группу попали и крупнейшие города (Москва, Санкт-Петербург, Варшава, Киев, Рига и др.). Наиболее интересна здесь последняя группа с обеспеченностью более 1 м на каждого жителя. Сюда вошло всего 9 городов, причем большинство из них являлись курортными: Ялта, Пятигорск, Феодосия, Железноводск и др. Явным лидером же являлись Ессентуки, где на каждого жителя приходилось 10,12 м водопровода. Вероятно, это объяснялось как необходимостью особо тщательного контроля за санитарной ситуацией в курортном месте, так и тем, что население города было невелико и основную массу составляли приезжие, которые не учитывались как жители, но требовали водопроводных сетей.
Таблица 8
Классификация водопроводной сети городов по количеству метров на 1 человека81
Таким образом, градация российских городов по водопроводному обеспечению в начале XX в. была весьма значительной. И обеспеченность одного жителя водопроводными сетями, как правило, не зависела от размера города. Скорее, наоборот, малые города зачастую обладали лучшим водоснабжением. Объясняется это строительным водопроводным бумом, охватившим небольшие города в конце XIX - начале XX в. Это особенно заметно при анализе дат начала строительства водопроводов и дат их расширения.
Чугунные трубы, использовавшиеся в строительстве водопроводов, имели самые разные диаметры: от 0,5 до 42 дюймов. Соответственно, чем крупнее город, тем больше были максимальные диаметры использующихся труб. Так, максимальный диаметр в 42 дюйма использовался в Москве и Одессе, а в городе Красноводске с населением 6 тыс. человек наибольший использовавшийся диаметр составлял всего 2,5 дюйма. При этом наименьший диаметр в 0,5 дюйма использовался во Владикавказе. В таблице 9 представлены наименьшие диаметры использовавшихся труб и количество городов, где они применялись.
Таблица 9
Классификация городов по минимальному диаметру использовавшихся труб82
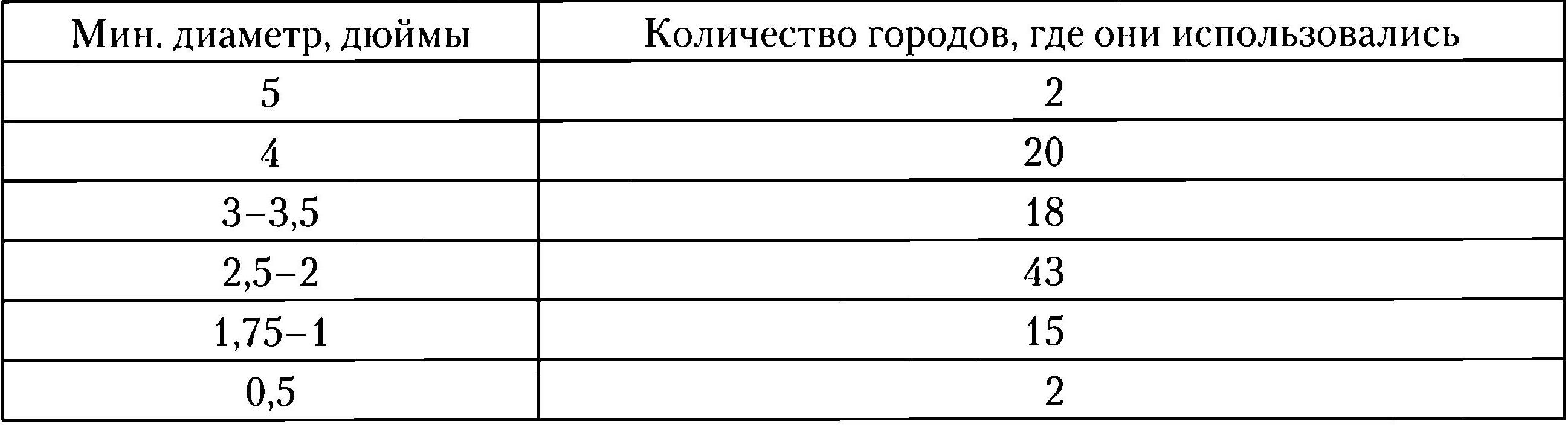
При соотношении данных, представленных в таблице 8, и длины сети отдельных городов, где применялись данные минимальные диаметры, можно сделать вывод, что принятое на IX Русском водопроводном съезде в 1909 г. постановление о противопожарном состоянии в основном выполнялось. Согласно этому постановлению, «при длинной сети укладку труб диаметром менее 4 дюймов не рекомендуется допускать, как неудовлетворяющую противопожарным целям»83. Данный диаметр также на практике определился как наиболее оптимальный для строительства водопроводов. Так, при строительстве водопроводов около 50 % всех труб имели такой минимальный диаметр84. При этом диаметр в каждом отдельном случае определялся в зависимости от различных условий эксплуатации водопровода.
Толщина стенок труб определялась исходя не только из внутреннего давления, но и от условий отливки, перевозки и укладки. При этом наибольшее значение в начале XX в. имели два последних условия. Объяснялось это хрупкостью чугуна и возможностью его повреждения при перевозке. Давление в трубах имело при этом второстепенную роль, т. к. его увеличение фактически не влияло на толщину стенки. Так, при увеличении давления в трубах от 50 фунтов на квадратный дюйм (среднее давление в обычных водопроводах) до 150 фунтов, толщина стенок труб диаметром до 14 дюймов, т. е. наиболее часто употреблявшихся для строительства водопроводов городов средней величины, не менялась85. Толщину стенок чугунных труб, рассчитанных на давление до 10 атм., вообще обычно не рассчитывали, а все размеры (включая фланцы и болты) брали из общепринятых таблиц, распространенных на рынке. При давлении, превышающем 10 атм., обычно к определенной толщине стенки добавляли еще 7 мм86 для увеличения ее прочности.
Чугунные трубы соединялись двумя основными способами: фланцевым и муфтовым. В первом случае на каждом конце трубы имелся перпендикулярный к ее оси диск, с помощью которого трубы и соединялись между собой болтами. Между дисками для герметичности соединения укладывалась прокладка из резины, сурикового картона, свинца, кольца красной меди или других материалов. Обычно использовали четное количество болтов числом не менее 4, а толщина винтов бралась не менее 13 мм87.
При муфтовом соединении конец одной трубы вставлялся в муфту другой, и соединение уплотнялось смоляной пенькой и заливалось свинцом88. Муфтовые трубы были дешевле и применялись главным образом для газо- и водопроводов. Фланцевые трубы легче ремонтировались в случае поломки и чаще использовались в паропроводах89, но в начале XX в. их стали активно заменять железные сварные и бесшовные трубы, которые обладали большей надежностью.
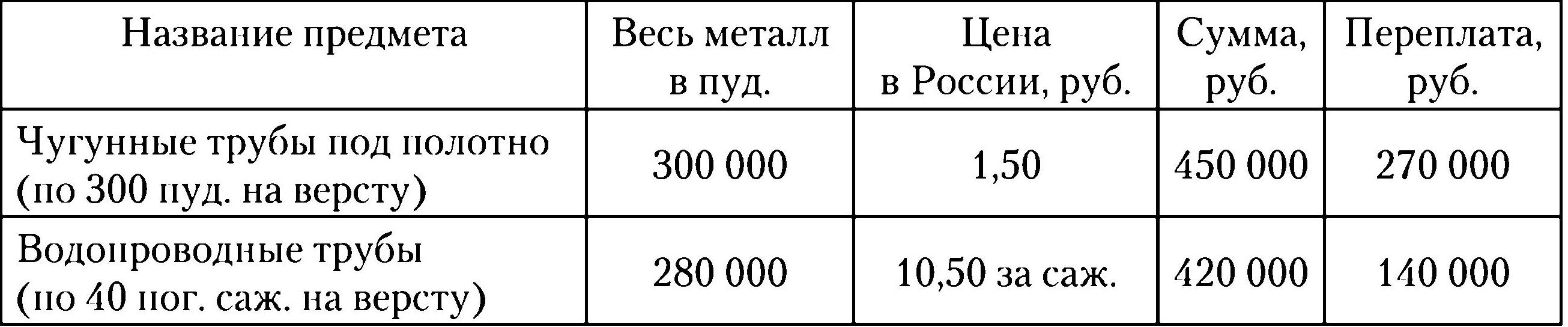
Также чугунные трубы активно применялись при строительстве железных дорог. Точно определить количество необходимых труб на километр железнодорожных путей достаточно трудно. Но по приблизительному расчету, сделанному специальной комиссией по вопросу об участии горных заводов в постройке Сибирской железной дороги, на 1 версту приходилось около 300 пудов чугунных труб, а также 40 сажень водопроводных (таблица 10).
Таблица 10
Объем труб, потребляемых при строительстве железных дорог<sup>90
Одним из интересных направлений применения чугунных труб в начале XX в. являлось строительство из них городских газопроводов. Так, общая газовая сеть Москвы к 1905 г. составляла 320 км91. Причем базовые (магистральные) газопроводы, выходящие с газового завода, имели достаточно большой диаметр: один был диаметром 36 дюймов (900 мм) и два по 24 дюймов (600 мм). Все подающие и распределительные магистрали (98 %) выполнялись из чугунных труб и только переходы над мостами - из железных клепаных труб. Распределительные магистрали от общей длины сети составляли 30 %, распределительные газопроводы, где применялись чугунные трубы диаметром 2-6 дюймов, - 70 % всей длины. Но непосредственно подача газа от магистралей к уличным фонарям осуществлялась по железным трубам диаметром от 1,5 до 2 дюймов92, которые соединялись между собой с помощью резьбы.
Непосредственно чугунные трубы соединялись между собой в газопроводах раструбными соединениями, где уплотнение раструбного соединения с помощью смоляного каната, из которого скручивали жгут, выполнялось с помощью специального инструмента под названием конопатка, особым для определенного диаметра трубы. Для большей герметичности раструбного соединения при прогибах-просадках газопровода применялась заливка раструбного соединения расплавленным свинцом. Для заливки свинца применялись специальные глиняные формы. Данная операция, как и все вышеперечисленные, были достаточно сложны и имели несколько этапов выполнения.
Чугунные трубы, используемые для строительства газопроводов, имели часто асфальтовое покрытие, которое применялось для увеличения срока службы газопровода. Но при монтаже концы труб и раструбов обжигались с целью удаления данного покрытия.
Таким образом, чугунные трубы, применявшиеся при строительстве газопроводов, и в техническом плане ничем не отличались от других типов чугунных труб. Но они при этом имели специальное асфальтовое покрытие, широко использовались комбинация их с железными трубами и специальные раструбные соединения, которые особенно тщательно изолировались смоляным жгутом и заливались свинцом.
Чугунные трубы также использовались и в нефтяной промышленности, но крайне редко. Обсадные чугунные трубы из мягкого чугуна в исключительных случаях использовались для прикрытия верхних вод93. Так, ежемесячная потребность в чугуне всей нефтяной промышленности в 1917 г. оценивалась в 35 000 тыс. пуд. (560 т), из которых на чугунные трубы приходилось только 3 тыс. пуд. (48 т)94 или 9 % от всего используемого чугуна.
Таким образом, можно сделать вывод, что производство чугунных труб в России в начале XX в. находилось на достаточно высоком уровне, в ряде случаев превосходя европейское производство. Чугунные трубы в начале XX в. являлись массовым товаром, использовавшимся в первую очередь при строительстве водопроводов и канализаций. Устройство данных сооружений развивалось как для удобства жителей городов, так и для повышения противопожарной безопасности. Основными инициаторами строительства водопроводов, а также и формирования нормального единого для всех производителей метрического сортамента чугунных водопроводных труб являлись Русские водопроводные съезды, в результате работы которых данный сортамент и был выработан. Несмотря на относительно высокий объем производства чугунных труб и активное их применение при строительстве водопроводов, обеспеченность водопроводной сетью в российских городах была крайне незначительной, что давало большие возможности для дальнейшего роста рынка. Высокий спрос на чугунные трубы и ограниченное количество производителей давало возможность российским заводам уменьшать конкуренцию и держать выгодные цены вследствие договоренностей между собой. При этом цены на трубы следовали за спросом: за исключением периода перепроизводства в России железа в условиях экономического кризиса 1900-1903 гг. и сложных 1905-1907 гг. спрос на чугунные трубы и цены на них стабильно росли. Следовательно, российский рынок чугунных труб в начале XX в. был еще очень далек от насыщения и предоставлял потенциальные возможности для дальнейшего значительного роста объемов производства и прибыли российских производителей.
Акимов Антон Викторович - аспирант кафедры исторической информатики (Московский государственный университет им. М. В. Ломоносова).
1 Лисичкин С. М. Очерки по истории развития отечественной нефтяной промышленности: Дореволюционный период. М.: Гостоптехиздат, 1954, С. 330.
2 Менделеев Д. И. Нефтяная промышленность в Пенсильвании и на Кавказе. Соч. Т. X. Л.; М.: Изд-во АН СССР, 1949. С. 222.
3 Записки Русского технического об-ва. Вып. X. 1885. С. 2.
4 4 Коншин М. А. Описание разработки нефтяных месторождений в С. Америке и сравнительных условий добычи нефти на Кавказе. Тифлис, 1896. С. 352.
5 10 лет на благо России / сост. Д. Усманова. Уфа: Слово, 2003. С. 14.
6 Коршак А. А., Шаммазов А. М. Основы нефтегазового дела. Уфа, 2005. С. 281.
7 У колыбели развития трубопроводного транспорта нефти в России (1860-1917 гг.) // Нефтяная магистраль. Янв. 2009. С. 2.
8 Коршак А. А., Шаммазов А. М. Основы нефтегазового дела. С. 281.
9 Шухов В. Г. Трубопроводы и их применение к нефтяной промышленности. М., 1985. С. 1.
10 10 лет на благо России. С. 14.
11 Кудинов В. И. Основы нефтегазопромыслового дела. М.; Ижевск: Институт компьютерных исследований; Удмурдский госуниверситет, 2004. С. 18.
12 История развития отрасли // Нефтяная магистраль. 2008. № 8 (61). С. 4.
13 10 лет на благо России. С. 14.
14 Там же. С. 14.
15 Кудинов В. И. Основы нефтегазопромыслового дела. С. 19.
16 Там же. С. 17.
17 Там же.
18 История развития отрасли. С. 4.
19 Развитие трубопроводного транспорта в СССР и за рубежом / П. Т. Еременко, Н. А. Воробьев. М.: Недра, 1989. С. 27.
20 Кудинов В. И. Основы нефтегазопромыслового дела. С. 18.
21 У колыбели развития трубопроводного транспорта нефти в России (1860-1917 гг.). С. 2.
22 Развитие трубопроводного транспорта в СССР и за рубежом. С. 27.
23 Нефть СССР (1917-1987 гг.) / под ред. В. А. Динкова. М.: Недра, 1987. С. 322.
24 Энциклопедический словарь Брокгауза и Ефрона. Т. ХХХША (66). СПб., 1901. С. 932.
25 Шухов В. Г. Трубопроводы и их применение к нефтяной промышленности. М., 1895. С. 11.
26 Там же.
27 Там же.
28 Там же. С. 12.
29 Там же.
30 Там же. С. 22.
31 Там же.
32 Там же. С. 23.
33 Там же. С. 30.
34 Глушков И. Н. Руководство к бурению скважин. М.: Типолит. Н. И. Гросман и Г. А. Вендельштейн, 1904-1911. Ч. 2. С. 82.
35 Там же. С. 85.
36 Там же. С. 239.
37 Там же.
38 Там же. С. 82.
39 Там же. С. 241.
40 Там же.
41 Там же. С. 240.
42 Там же. С. 242.
43 Там же. С. 241.
44 Труды XXV-го очередного Съезда нефтепромышленников в г. Баку. Т. 2. Отчеты, доклады, записки и проч. Материалы. Баку, 1908. С. 2.
45 Там же. С. 89.
46 Лисичкин С. М. Очерки по истории развития отечественной нефтяной промышленности: Дореволюционный период. С. 146.
47 Глушков И. Н. Руководство к бурению скважин. Ч. 1. С. 90.
48 Труды XXV-го очередного Съезда нефтепромышленников в г. Баку, Т. 2.С. 2.
49 Там же. С. 3.
50 Там же. С. 4.
51 Там же. С. 5.
52 Там же.
53 Нефть СССР (1917-1987 гг.). С. 224.
54 Матвейчук А. А. Нефть, вода и стальные трубы // Нефть России. 2001. № 7. С. 78.
55 Лисичкин С. М. Очерки по истории развития отечественной нефтяной промышленности: Дореволюционный период. С. 152.
56 Там же.
57 Матвейчук А. А. Первые инженеры-нефтяники России: Ист. Очерки. М.: Интердиалект+, 2002. С. 146.
58 Труды II Всероссийского Съезда деятелей по прикладной геологии и разведочному делу (26.12.1911-4.01.1912 гг.). Вып. 2. СПб., 1914. С. 114.
59 Лисичкин С. М. Очерки по истории развития отечественной нефтяной промышленности: Дореволюционный период. С. 153.
60 Труды II Всероссийского Съезда деятелей по прикладной геологии и разведочному делу (26.12.1911-4.01.1912 гг.). Вып. 2. С. 115.
61 Нефть СССР (1917-1987 гг.). С. 225.
62 Лисичкин С. М. Очерки по истории развития отечественной нефтяной промышленности: Дореволюционный период. С. 153.
63 Коншин А. М. Описание разработки нефтяных месторождений в С. Америке и сравнительных условий добычи нефти на Кавказе. Тифлис, 1896. С. 158.
64 Лисичкин С. М. Очерки по истории развития отечественной нефтяной промышленности: Дореволюционный период. С. 61.
65 Там же. С. 284.
66 Там же. С. 342.
67 Там же. С. 339.
68 Фабрично-заводская промышленность и торговля России / М-во финансов, Департамент торговли и мануфактур. СПб.: Тип. И. А. Ефрона, 1896. С. 89.
69 Энциклопедический словарь Брокгауза и Ефрона. Т. ХХХША (66). С. 932.
70 Постоянное бюро русских водопроводных съездов, 1902. Труды русских водопроводных съездов / Съезд 5-й, 18-25 марта 1901 г. в Киеве. № 19. С. 118.
71 Там же. С. 119.
72 ГАБО. Ф. 220. Он. 1. Д. 492. Л. 19.
73 Там же. Л. 20.
74 Зимин Н. П. Каким условиям должен и может удовлетворять городской водопровод в пожарном отношении: Принципы гор. водопровод, хоз-ва. М.: Гор. тип., 1884. С. 106.
75 Хозяйственно-противопожарное водопроводное дело в России, как возможный рынок для увеличения потребления русского железа: Доклад инж. Н. П. Зимина Съезду для выработки мероприятий к распространению железа в России. М.: Типолит. т-ва И. Н. Кушнерев и К°, 1903. С. 7.
76 Там же. С. 7.
77 Водопроводы русских городов: Крат, описание, сост. по данным, собр. в 1910 г. Постоян. бюро рус. водопровод, съездов, инж.-техн. Ф. А. Даниловым. Вып. [1] -2. М.: Тип. «Печ. дело» Ф. Я. Бурче, 1911-1913. Т. 2. С. 1.
78 Там же.
79 Там же. Подсчеты автора.
80 Там же. Подсчеты автора.
81 Там же. Подсчеты авторы.
82 Там же. С. 245.
83 Там же.
84 Зимин Н. П. Каким условиям должен и может удовлетворять городской водопровод в пожарном отношении: Принципы гор. водопровод, хоз-ва. С. 6.
85 Там же. С. 66.
86 Энциклопедический словарь Брокгауза и Ефрона. Том ХХХIIIА (66). С. 934.
87 Там же.
88 Ледебур А. Производство труб / пер. с нем. инж.-технол. Л. А. Борович. СПб.: Г. В. Гольстен, 1904. С. 107.
89 Там же.
90 Радциг А. А. Железоделательная промышленность всего света: Производство, потребление, цены. СПб.: Тип. Имп. акад. наук, 1896. С. 54-55.
91 История развития газового хозяйства города Москвы (по архивным материалам музея ГУП Мосгаз) . URL: http://www.mos-gaz.ru/upload/history /History-of-gas-facilities-Moskvy.pdf
92 Там же. С. 9.
93 Глушков И. Н. Руководство к бурению скважин: Ч. 1-4. М.: Типо-лит. Н. И. Гросман и Г. А. Венделынтейн, 1904-1911. С. 91.
94 РГИА. Ф. 32. Он. 1. Д. 312. Л. 102.
Просмотров: 2529
Источник: А. В. Акимов. Использование трубопрокатной продукции в начале XX в. в России//Экономическая история : Ежегодник. 2013. - М. : Политическая энциклопедия, 2014. С. 8 - 37
statehistory.ru в ЖЖ:






